Автономный глубинный манометр-термометр АМТВ (АЦМ) предназначен для регистрации давления и температуры при гидродинамических исследованиях в процессе бурения и эксплуатации нефтяных и нагнетательных скважин.
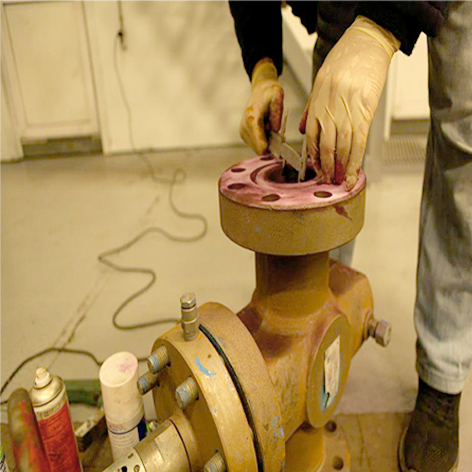
Капиллярный контроль – основан на применении проникающих жидкостей, регистрации (индикаторных следов) их на адсорбирующем покрытии. Является методом цветной дефектоскопии и предназначен для выявления дефектов находящихся на поверхности материала. Он позволяет контролировать объекты любых размеров и форм, изготовленных из черных и цветных металлов и сплавов, пластмасс, стекла, керамики. Капиллярная дефектоскопия позволяет обнаружить дефекты, выходящие на поверхность: трещины, поры, раковины, непровары, межкристаллитную коррозию и другие несплошности. Необходимыми условиями выявления дефектов методами проникающих жидкостей являются отсутствие загрязнений и других посторонних веществ как в самойнесплошности, так и в ее устье для проникновения в нее пенетранта, а также хорошая смачиваемость пенетрантом материала объекта контроля. При этом глубина несплошности должна значительно превышать ширину ее раскрытия. позволяет выявлять тончайшие несплошности, 1 мкм и даже меньше не требует крупных финансовых затрат (особенно при выполнении вручную) занимает сравнительно мало времени, предполагает получение результатов сразу «на месте» относительно прост (нужно лишь правильно нанести индикаторные жидкости, а затем – произвести визуальный осмотр индикаторных следов)
Визуально-измерительный контроль (ВИК) является самым первым и самым необходимым методом неразрушающего контроля. ВИК основан на различном отражении света от изделия и дефекта. Чувствительность метода 0,1 мм. По результатам ВИК принимается решение о возможности проведения других видов контроля. Проведение контроля на всех этапах изготовления изделий, узлов, сварных швов и т.д. значительно сокращается количество выявляемых дефектов другими методами неразрушающего контроля. Поэтому для получения качественных изделий нужно обеспечить 2 условия: 1.Четкое выполнения технологических инструкций при изготовлении изделия; 2.Контроль сырья, работ, заготовок, технических условий и т. д. на всех этапах производства: от подготовительного до завершающего. Выполнение второго условия это и есть визуальный и измерительный контроль. Что характерно для этого метода так это то, с его помощью обеспечивается минимально возможное получения брака. В изделиях, к которым не предъявляются высокие требования к изучению микроструктуры сварного шва, механических видов соединения, поверхности, визуальный и измерительный контроль является единственно используемым методом.
Магнитный контроль (магнитная дефектоскопия), метод неразрушающего контроля, применяемый для выявления и регистрации дефектов изделий из ферромагнитных материалов, которые способны существенно изменять свои магнитные характеристики под воздействием внешнего (намагничивающего) магнитного поля. Магнитный контроль основан на исследовании искажений магнитного потока (поля рассеивания) в месте дефекта, имеющегося в изделии, и получении его магнитных характеристик, форма и амплитуда которых несёт информацию о размере, глубине залегания дефекта, его структуре, химическом составе, свойствах и др. Преимущества магнитного способа неразрушающего контроля очевидны. Во-первых, он позволяет обнаруживать дефекты в самых разнообразных материалах — от металлов и сплавов до композитных и полимерных материалов. Во-вторых, этот метод не требует разрушения объектов и может быть применен даже на готовых изделиях, не нарушая их целостность и функциональность. В-третьих, магнитный способ является достаточно быстрым и точным, что позволяет сократить время и затраты на контрольные мероприятия. Еще одно преимущество магнитного способа неразрушающего контроля — его универсальность. Он может быть использован в самых разнообразных отраслях промышленности, включая авиацию, судостроение, нефтегазовую промышленность, механическую обработку и другие.
Маркировка – один из неотъемлемых этапов практически любого производственного процесса. Использование маркировки позволяет проконтролировать качество изделий, вести учет объема выпущенной продукции. Кроме того, по маркировке поставщики и конечные покупатели могут получить необходимые технические данные о товаре. Ведь в короткой информационной заметке, размещенной непосредственно на изделии или упаковке, содержится дата выпуска продукции, фактический срок ее годности, краткое описание условий хранения, серийный номер, состав и многое другое. Маркировка, помимо всего прочего, помогает подтвердить подлинность конкретного изделия, предупредить нарушение авторских прав производителя, благодаря логотипам и штрих-кодам.
Ультразвуковой диагностика сварных швов — это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии проводится диагностика разных сварных соединений. УЗД является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые включения в металле) и выявления присутствия не металлических элементов. Ультразвуковая диагностика, которая превосходит по точности полученных результатов многие другие виды контроля.Принцип технологии основан на свойстве ультразвука не менять прямолинейную траекторию, проходя сквозь однородную среду. При контроле сварных швов применяются звуковые волны с высокой частотой колебаний (больше 20 кГц), которые отклоняются от естественного направления, если обнаруживают в структуре металла пустоты, царапины, неровности. Оператор может видеть сигнал на экране приборов, имеющих специально построенную схему с помощью усилителя, а также особенности и размер швов на стыках.
Наиболее часто используемые приборы – ультразвуковые толщиномеры, которые измеряют время прохождения ультразвукового импульса от излучателя до противоположной поверхности объекта контроля и обратно к преобразователю. Для проведения таких измерений доступ к противоположной поверхности объекта контроля не требуется. Благодаря этому, если противоположная поверхность объекта контроля является труднодоступной или полностью недоступной, необходимость разрезать объект контроля (что требуется при использовании микрометра или штангенциркуля) отсутствует. С помощью ультразвуковых толщиномеров может быть измерена толщина изделий из большинства конструкционных материалов, таких как металлы, пластики, керамика, композиты, эпоксидная смола и стекло, а также толщина слоя жидкости или биологических образцов. Ультразвуковая толщинометрия имеет в настоящее время большое значение для получения информации о размерах объекта контроля – измерении толщины стенок труб, сосудов, резервуаров, корпусов морских и речных судов и других изделий, доступ к которым имеется только с одной стороны, а также принятии заключений об остаточном ресурсе эксплуатации изделий и управляющих решений по обеспечению качества продукции.